
锂离子电池寿命末期容量跳水的影响因素分析

2018年中国新能源汽车销量达到了126万辆,新能源汽车保有量达到了261万辆,在新能源汽车产销两旺的情况下,我们也不得不面对大量动力电池退役后的回收再利用问题,目前来看动力电池最有效的利用方式为“梯级利用”。所谓梯级利用指的是动力电池退役后进行容量检测,符合标准的动力电池进行拆解后可以作为储能电源进行再利用,充分挖掘动力电池的剩余价值。但是很多时候锂离子电池在寿命末期的衰降并不是线性衰降,而是衰降速度大大加速的跳水模式,严重影响锂离子电池的梯次利用价值,那么究竟是哪些因素会导致锂离子电池寿命末期容量跳水呢?
导致锂离子电池在寿命末期容量跳水的因素很多,近日加拿大的达尔豪斯大学的Xiaowei Ma(第一作者)和J. R. Dahn(通讯作者)等人对正极材料涂层、电解液添加剂、最高截止电压、LiPF6浓度、电池静置时间、电极厚度、石墨类型和电解液溶剂配比等因素对锂离子电池容量跳水现象的影响进行了详细的研究。
实验中作者采用的单晶NCM523/石墨体系软包电池作为研究对象,其中根据正负极的不同又分为涂层单晶NCM523(21.1mg/cm2)/人造石墨(12.4mg/cm2)、无涂层单晶NCM523(21.1mg/cm2)/人造石墨(12.4mg/cm2)和涂层单晶NCM523(21.1mg/cm2)/天然石墨(12.4mg/cm2),以及一个涂布量稍低单晶NCM523(14.4mg/cm2)/人造石墨(10.2mg/cm2)共四种电池。采用的电解液也分为多种,其中LiPF6的浓度分为1.2M和1.5M两种,添加剂则有VC、FEC、DTD、ES和LFO等几种。
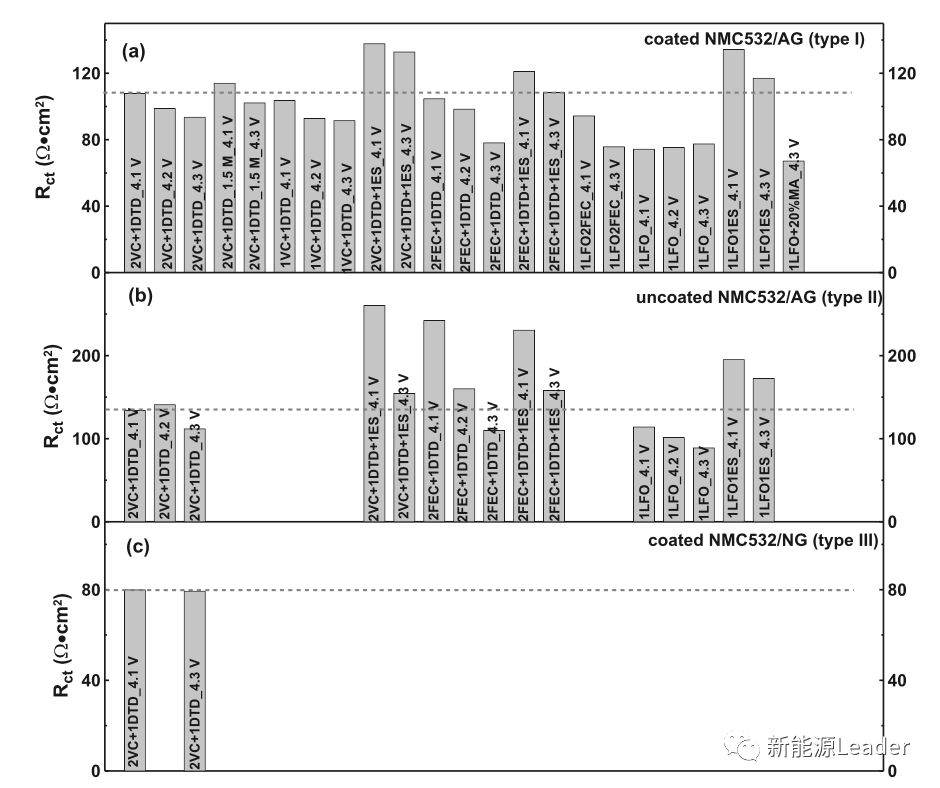
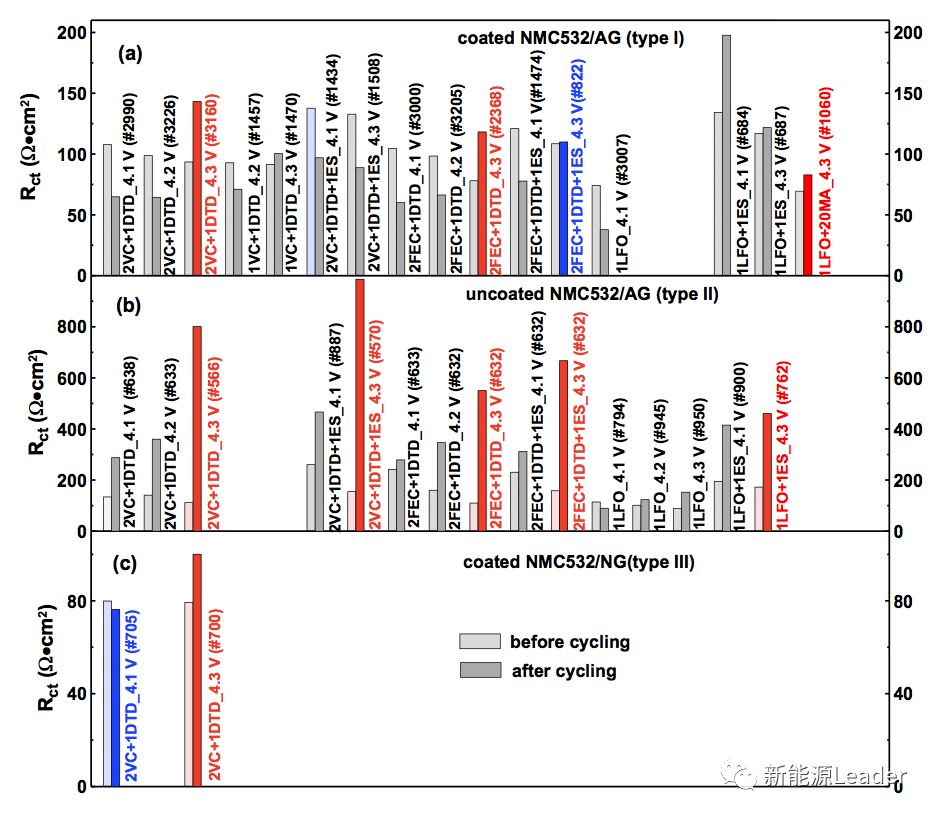
下图为几种电池化成后的Rct(电荷交换阻抗)的数值(电池分别采用4.1V、4.2V和4.3V三种截止电压),从下图a(涂层单晶NCM523(21.1mg/cm2)/人造石墨(12.4mg/cm2))能够看到多数电池随着充电截止电压的提高,Rct都会变的更低,只有电解液中仅含有LFO的电池不同截止电压下电池的Rct都很低。同时我们对比下图a和c还能够发现采用天然石墨的电池的Rct要比采用人造石墨的电池更低,同时加入ES添加剂也会导致更高的Rct。
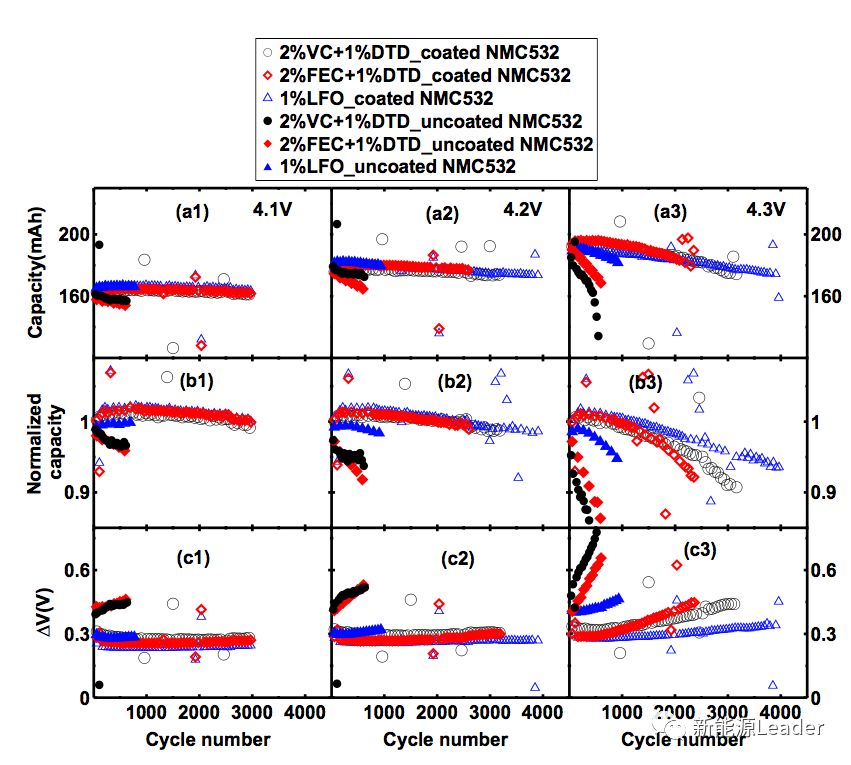
下图为涂层NCM523/人造石墨电池和非涂层NCM523/人造石墨分别采用不同添加剂的电解液,在4.1V、4.2V和4.3V下的循环数据(1C充/1C放),从下图能够看到没有非涂层NCM523/人造石墨电池在循环性能上要比有涂层NCM523/人造石墨电池更差,电池内阻也增加的更快,如果在电解液中加入1%LFO后能够改善非涂层NCM523电池的循环性能。同时我们从下图也能够注意到随着电池充电截止电压的升高,所有的电池的循环性能都会出现明显的下降,涂层NCM523/人造石墨电池在4.1V和4.2V循环4000千次后容量衰降仍然非常轻微,而充电截止电压提高到4.3V后容量衰降就变的非常明显。
采用2%FEC+1%DTD的涂层NCM523电池在4.3V循环2000次后出现了容量跳水的现象,采用1%LFO电解液的非涂层NCM523电池在循环700次后出现容量跳水的现象,而采用2%VC+1%DTD电解液的涂层NCM523电池在4.3V循环2500次后出现容量跳水,采用1%LFO电解液的涂层NCM523电池在循环超过4000次后仍然没有出现容量跳水的现象。
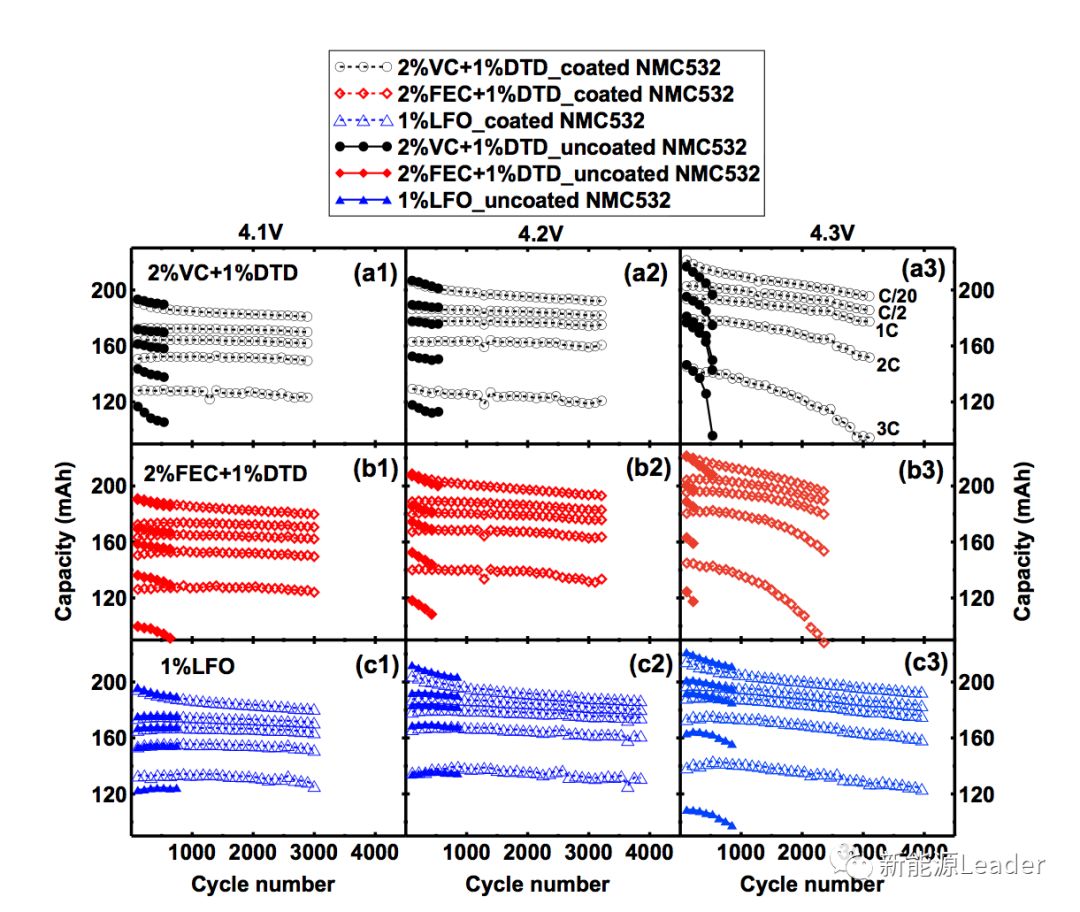
在上述电池循环过程中,作者每循环100次就对电池在C/20、C/2、1C、2C和3C倍率下的放电能力进行了测试(结果如下图所示,每张图片自上而下分别为C/20、C/2、1C、2C、3C的容量变化),从图中能够看到非涂层NCM523/石墨电池在4.3V下循环时3C放电容量衰降的非常快,这其中采用2%FEC+1%DTD电解液的电池的3C放电容量的衰降速度要明显快于2%VC+1%DTD的电池,而采用1%LFO电解液的电池的3C放电能力在经过4000次循环后仍然没有非常显著的衰降,这也表明了电解液添加剂的重要性。
下图几种不同电池的循环性能,从下图的循环数据能够看到在所有的非涂层NCM523/人造石墨电池中添加1%ES后都会导致循环性能显著劣化(相比于上图中不添加ES添加剂的电池),其中2%FEC+1%DTD+1%ES的电池在循环中产生了大量的气体,导致电极之间失去压力,从而导致电池失效,同时1%LFO+1%ES添加剂会导致锂离子电池在循环初期就产生很大的线性衰降。

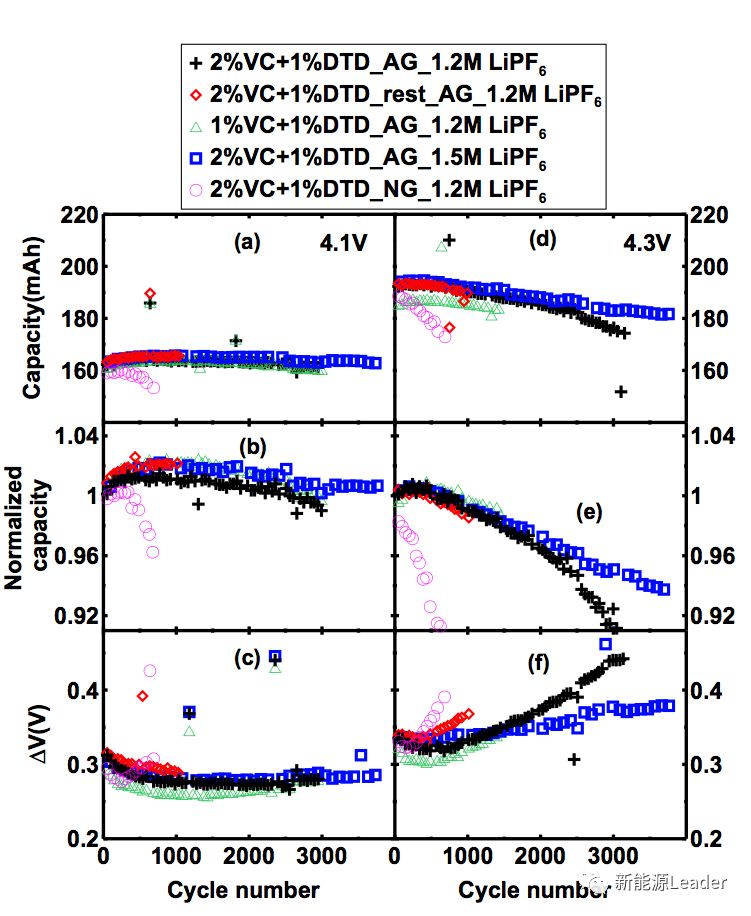
下图为采用人造石墨和天然石墨的电池使用不同电解液时的循环性能,从下图能够发现涂层NCM523/天然石墨的电池采用2%VC+1%DTD会导致电池的循环寿命急剧衰降,而如果仅将负极更换为人造石墨循环性能就会大幅改善。同时从下图我们还能够注意到去掉静置时间、提高LiPF6浓度,以及添加2%VC+1%DTD都能够有效的提高涂层NCM523/人造石墨在4.3V下的循环性能。
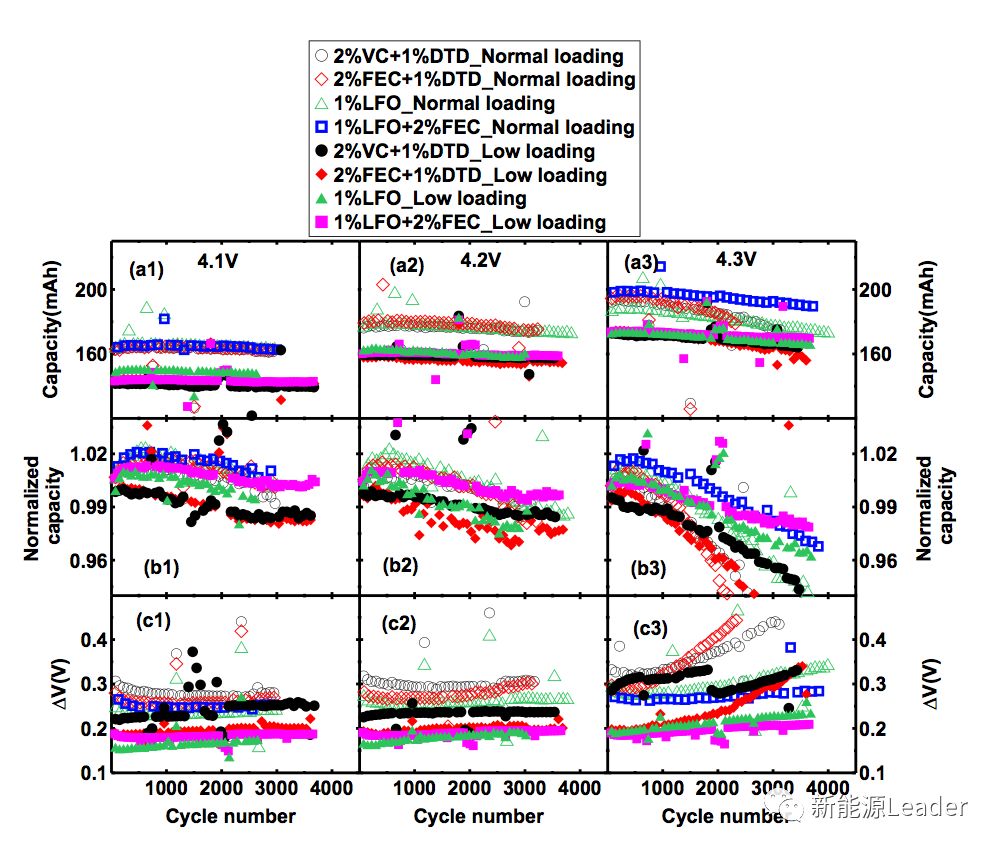
下图展示了高低涂布量的涂层NCM523/人造石墨电池采用不同电解液时的循环性能,在4.1V和4.2V下几种电池的循环性能都比较一致,在4.3V截止电压下,高涂布量的电池的阻抗增加速度要快于低涂布量的电池(<1000次),但是在容量保持率上高低涂布量的电池没有显著的差距。
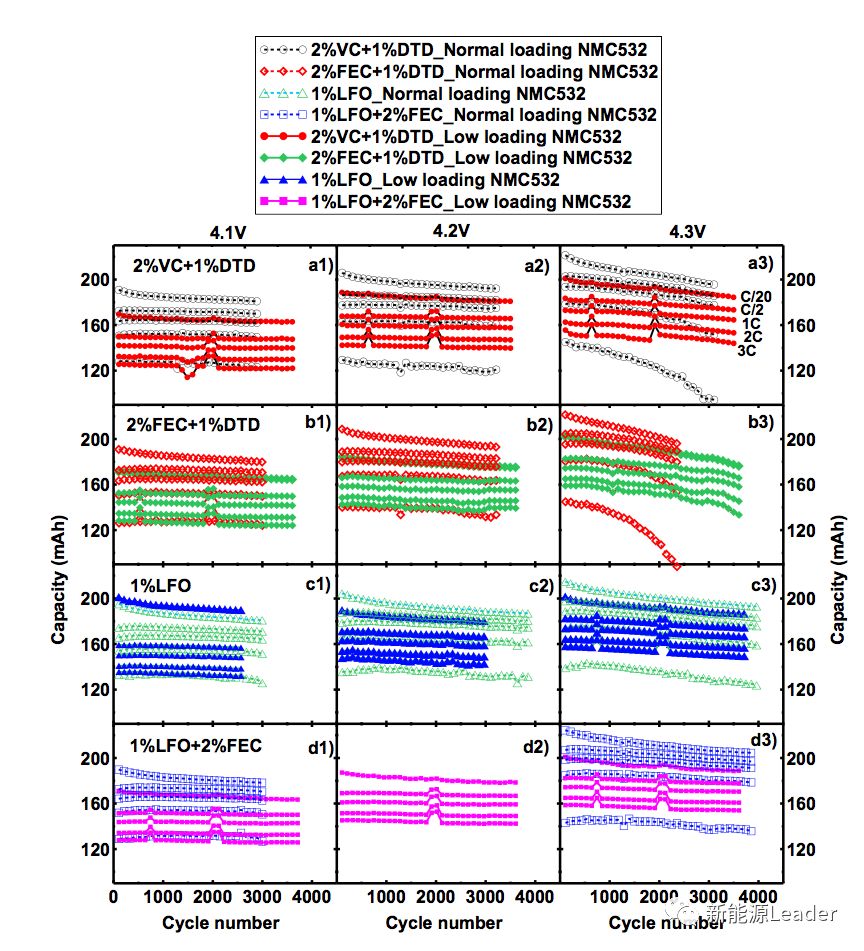
下图展示了上述电池在不同倍率(C/20、C/2、1C、2C、3C)下放电能力随循环次数增加的变化趋势,从下图能够看到采用2%VC+1%DTD或者2%FEC+1%DTD、1%LFO电解液的低涂布量电池在4.3V循环时,3C容量保持率要明显高于高涂布量的电池,而采用1%LFO+2%FEC的高低涂布量电池3C容量保持率则非常接近。
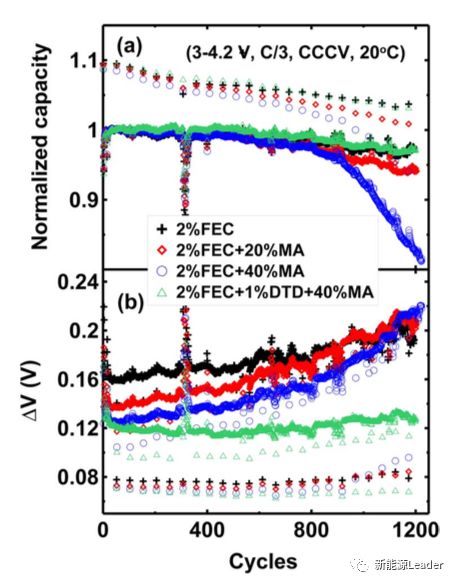
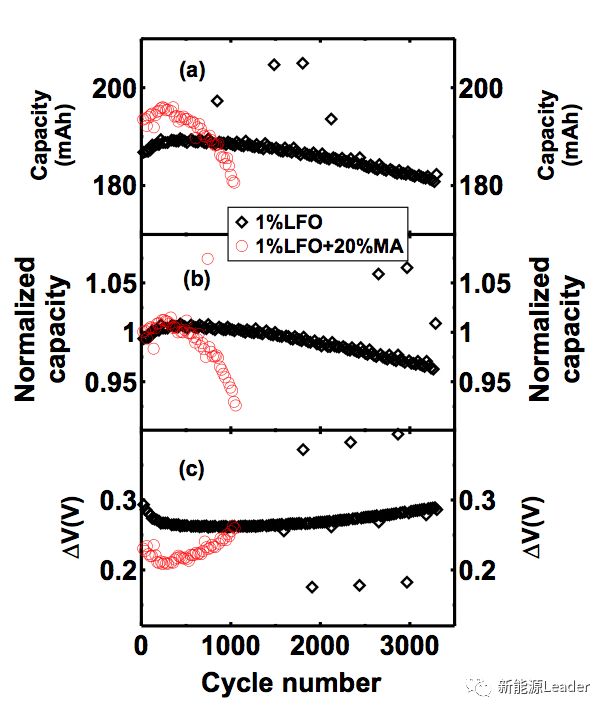
下图为涂层NCM523/人造石墨电池采用不同电解液时的循环性能,在电解液中添加20%的MA能够显著的提升电池的倍率性能,但是却会导致电池的循环性能严重劣化。
下图为循环一定次数后的电池解剖后的负极照片,从图中能够看到尽管有的电池在寿命末期发生了明显的容量跳水,但是负极并没有观察到大良的析锂现象,这也表明上面我们观察到的容量跳水现象并非是由于负极析锂导致的。

下图为几种不同的电池循环之后的电荷交换阻抗Rct值,从下图能够注意到有涂层保护的NCM523电池在循环后的电荷交换阻抗Rct要明显低于没有保护涂层的NCM523电池,这也表明正极表面涂层能够有效的抑制电解液的分解。
Xiaowei Ma的工作表明正极表面涂层能够有效的减少电解液在正极表面的氧化分解,从而提升电池的循环性能,高截止电压、不合适的电解液添加剂都会导致电解液在负极表面分解加速,从而引起锂离子电池的容量跳水,此外降低涂布量、采用人造石墨、提高LiPF6的浓度也能够有效的改善电池的循环性能。
作者的工作表明涂层NCM523/人造石墨电池,采用2%FEC+1%LFO电解液的电池在1C倍率,3.0-4.3V电压范围内可以循环超过4000次,如果将充电截止电压降低达到4.1V或4.2V还能够增加几千次的循环寿命,具有广泛的应用前景。
相关阅读:

验证码:

- 最新评论
- 我的评论