
走出实验室,固态电池量产技术迎重大突破!

1991年索尼公司首次推出商业锂离子电池,此后在广大科研工作者和工程师的不懈努力下,锂离子电池的各项性能都得到了大幅的提升【1】,而锂离子电池的应用领域也从最初的3C消费电子领域扩展到了新能源汽车和分布式储能等领域。锂离子电池在动力电池领域的应用也促使其对能量密度的追求在不断走高,尽管目前锂离子电池的能量密度已经相当于最初索尼推出产品的3倍以上【2】,但是仍然无法满足日益增加的续航里程的需求。如今传统液态电解液锂离子电池的能量密度提升已经接近其极限值,难以满足下一代高比能动力电池的需求,因此主流的动力电池厂商也都在纷纷布局下一代动力电池技术。
在下一代动力电池众多的候选者之中,固态电池是最有希望的一种。全固态电池不仅技术成熟度相对较高,也获得了像Goodenough、崔屹等一批国际顶尖学者的支持,国内外众多锂离子电池企业也已将全固态电池技术作为重要的下一代技术储备。全固态电池最显著的两大优势如下:
1. 高能量密度
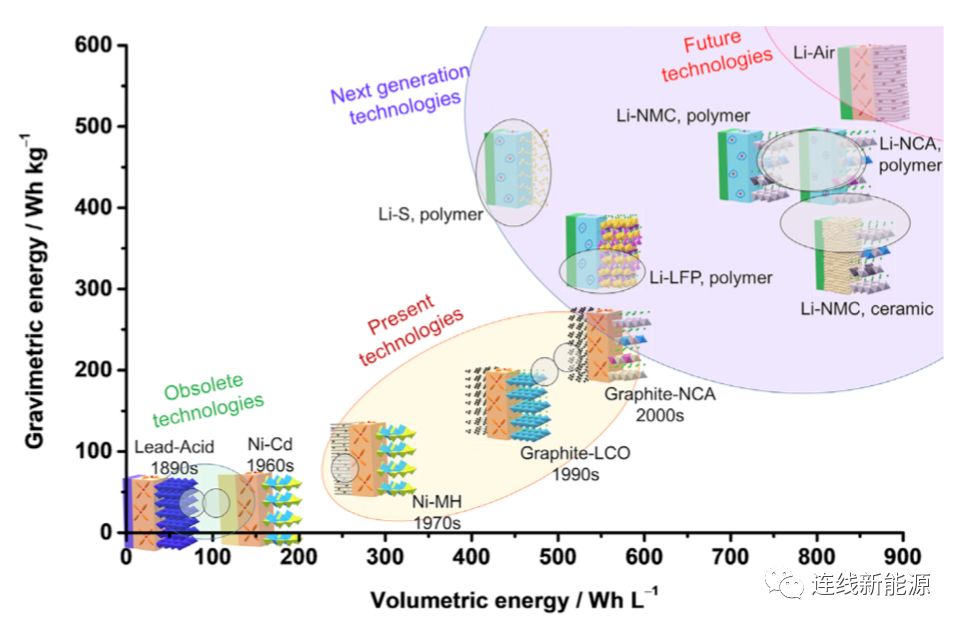
目前的锂离子电池采用石墨材料作为负极,石墨的理论比容量仅为372mAh/g,远远无法满足高比能锂离子电池的需求,而金属Li负极的理论比容量可达3860mAh/g,是一种理想的高比能电池负极材料,但是Li金属负极在反复充放电的过程中会形成Li枝晶【3】,造成库伦效率低下和短路风险增加,而固态电解质具有高剪切模量的特点,能够更好的抑制Li枝晶的生长【4】,因此在固态电池中我们可以采用金属Li作为负极,相关研究表明即便是在较低的面密度下,采用金属Li替换传统的石墨仍然能够将电池的能量密度提升35%以上。如果我们采用NCM811材料作为正极,电池的能量密度能够达到500Wh/kg以上,即便是采用LFP作为正极电池的能量密度也可以提升到300Wh/kg以上【5】。这是传统液态电解质锂离子电池所无法比拟的。
2. 高安全性
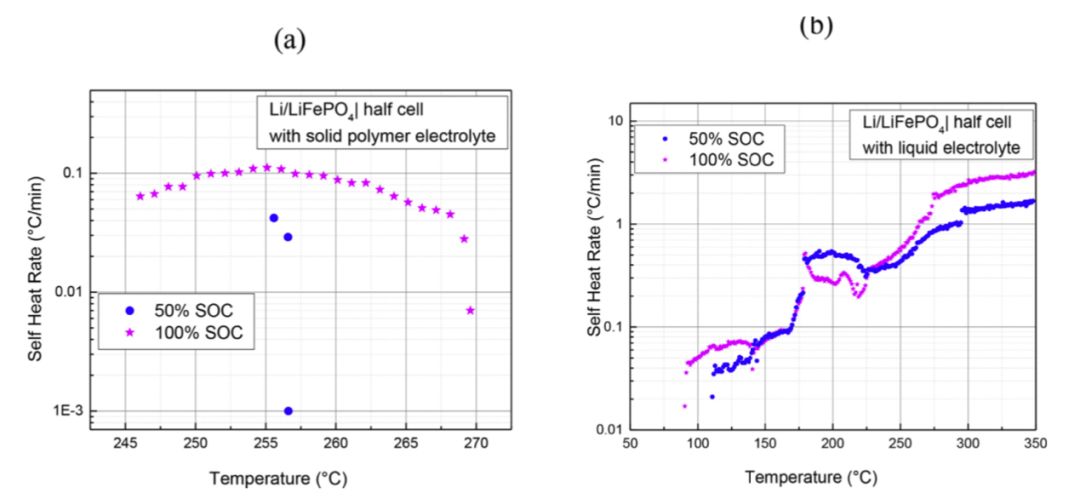
安全性是目前液态电解质锂离子电池面临的另一棘手问题,而固态电解质的出现让锂离子电池的安全性得到了大幅提升。研究表明采用液态电解质的Li/LFP电池在90℃左右就开始发生自放热反应,并在178℃左右引起了电池热失控,而采用固态电解质的Li/LFP电池自放热温度提高到了247℃以上,并且整个过程未发生热失控【6】。传统液态电解质锂离子电池往往是由于高温引起的隔膜热收缩和熔融而导致的大面积内短路引发热失控,而以无机固态电解质为例,其热稳定性明显高于高分子聚合物类隔膜材料【7】,因此高温导致正负极短路的风险几乎为0,从而使得采用固态电解质的锂离子电池热失控风险大幅降低。同时,即便是电池发生了热失控,固态电解质的可燃成分也要远远低于传统的碳酸酯类电解液,从而能够显著降低锂离子电池热失控的剧烈程度,对于动力电池的安全性具有显著的提升。
固态电解质从成分上主要可以分为三大类:
1)氧化物电解质,例如常见的LLZO类电解质;
2)硫化物电解质,例如Li2S–P2S5电解质;
3)有机聚合物电解质,例如常见的PEO基聚合物电解质等。
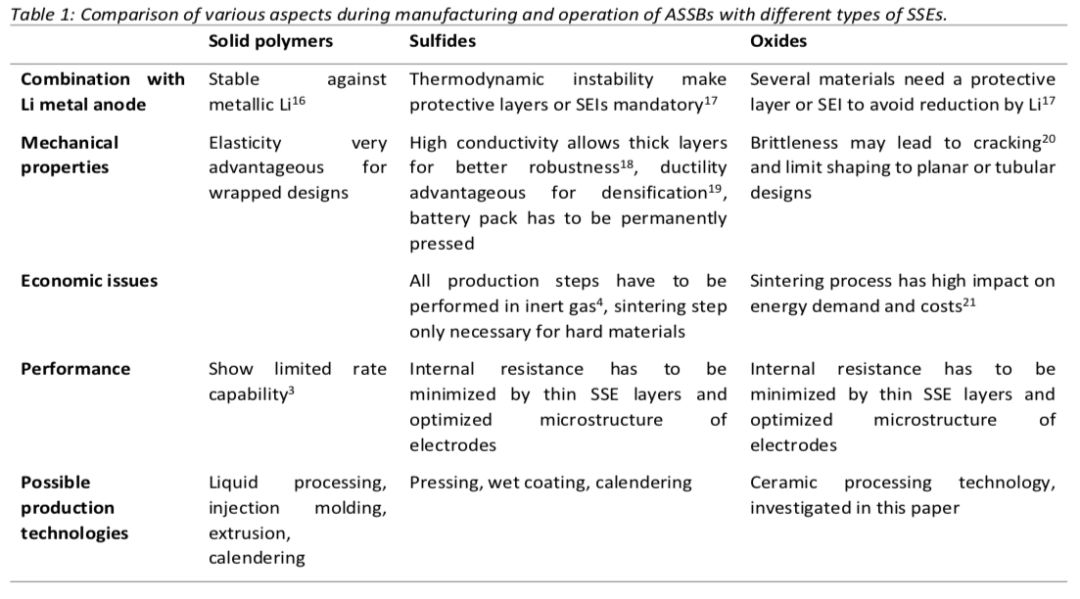
这几类固态电解质各有优缺点,总体上来看聚合物电解质加工性能优异,能与电极材料形成良好的界面接触。但是该类电解质常温电导率较低,因此采用聚合物电解质的锂离子电池很难在60℃以下的温度进行工作。此外,以PEO基电解质为代表的固态聚合物电解质在高电位的正极一侧容易被氧化分解,造成电池性能的恶化。硫化物固态电解质常温电导率非常高,与液态电解质接近,加工性能较好,但是在大气环境中不稳定,容易与其中的水分生产剧毒的H2S气体,因此整个加工过程需要在惰性气氛保护下进行,生产成本高。氧化物电解质电导率较高,在空气中的稳定性较好,但是其与电极材料的界面问题有待优化,而且氧化物电解质脆性较大,加工性能较差【11】。
固态电池作为最有希望的下一代动力电池候选者,各国都投入了大量的资金开展相关技术研究。作为锂离子电池第一强国的日本也在2018年宣布启动新一代高效“全固态电池”核心技术的开发工作,丰田、本田、日产等23家汽车、电池和材料企业,以及15家学术机构参与该计划,计划到2022年全面掌握全固态电池技术。日本的全固态技术路线主要是以硫化物为主,该领域的领头羊丰田公司早在2010年就推出了硫化物固态电池,2014年推出的原理样机能量密度更是达到了400Wh/kg,据了解丰田计划在2020年实现硫化物固态电池的产业化。
国内方面,全固态锂离子电池的研究除了集中在各大高校,例如清华大学、中科院物理所、上海硅酸盐研究所和青岛能源所等科研机构都开展了固态电池关键原材料、电池制备技术和工艺的研究和开发,各大动力电池厂商也都将固态电池技术作为下一代重要的技术储备。包括宁德时代、比亚迪等电池企业都在进行相关技术的布局,但是根据各个公司的技术路线图,基本上都要等到2025年以后才能够推出相关技术产品。
然而,虽然固态电池具有目前锂离子电池所无法比拟的优势,但是全固态电池的开发仍然是一条充满荆棘的路,仍然有大量的问题需要克服:
1. 界面接触不良
在全固态电池中,过渡金属氧化物颗粒仍然是主要的正极材料,当制成电极时,会在电极内形成大量复杂的孔隙,传统的液态电解质能够渗入这些孔隙,从而保证所有的活性物质都能够参与到电化学反应之中。但是固态电解质不具有流动性,因此很难保证活性物质颗粒与固态电解质的充分接触,同时电池充放电过程中活性物质的体积变化也会进一步破坏固态电解质与活性物质颗粒的接触界面,造成固态电解质与活性物质之间较大的接触阻抗【8】,影响固态锂离子电池的性能发挥。
2. 锂枝晶生长
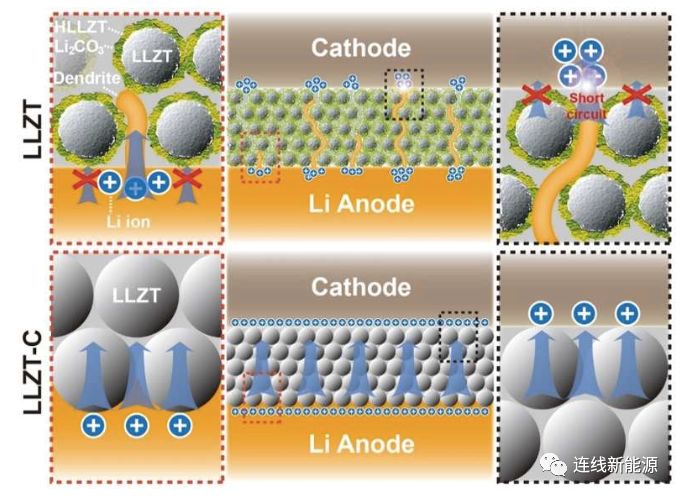
是的你没有看错,固态电池仍然存在锂枝晶问题,通常我们认为固态电解质良好的机械强度能够有效的抑制Li枝晶的生长,但是研究却表明Li枝晶仍然能够沿着Li7La3Zr2O12(LLZO)和Li2S–P2S5两类固态电解质的晶界快速生长,往往几十次循环就会发生内短路【9】,严重影响全固态锂离子电池的使用寿命。
3. 界面稳定性问题
界面稳定性问题主要体现在两个方面:一方面是一些传统的有机聚合物电解质,例如PEO等在高电压的正极一侧会发生氧化分解,导致接触阻抗增加及电池性能恶化【10】;另一方面,氧化物固态电解质和硫化物固态电解质会在负极一侧发生还原分解,造成固态电池的性能下降。

4. 成本高昂
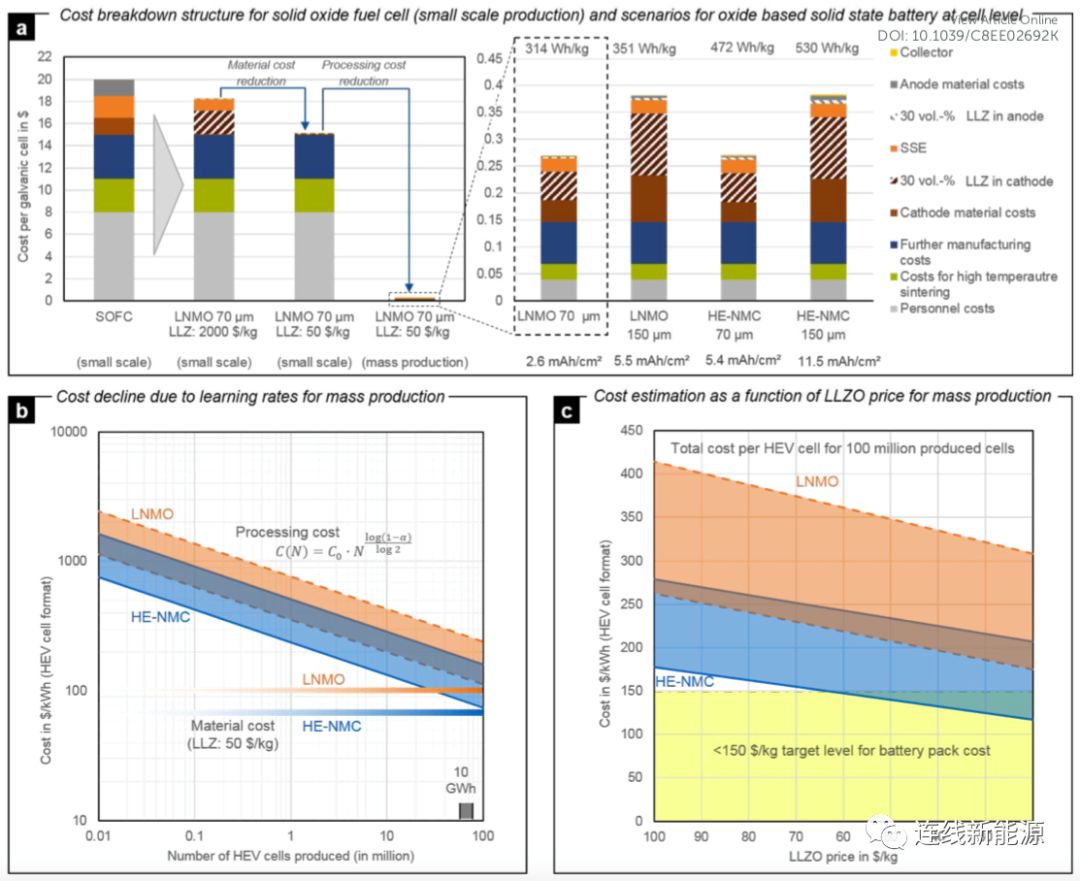
高成本也是目前全固态锂离子电池急需解决的问题之一。以常见的石榴石结构的LLZO电解质为例,其当前价格高达2000$/kg,远高于传统的碳酸酯类电解液。其次,生产过程成本在目前的固态电池成本中占比达到75%。根据测算在小批量生产时(10000只/年)其生产过程成本会高达750-2500$/kWh,即便是生产规模扩大到1亿只/年,其生产过程成本仍然高达75-240$/kWh,在电池成本中占比超过50%,远高于目前的锂离子电池工艺成本【11】。
固态锂电池的三种技术路线之争由来已久。在固态电池技术发展的早期,由于固态电解质材料电导率相对较低,研发的重点多数集中在提高固态电解质的电导率方面,因此具有高离子电导率的硫化物电解质和氧化物固态电解质吸引了广泛关注。但是随着技术的不断进步,人们发现电导率已经不是制约固态电池发展的主要因素【5,11】,界面问题和量产工艺逐渐成为固态电池需要克服的下一难点。硫化物和氧化物类电解质机械加工性能较差,界面接触问题和量产化工艺问题迟迟无法解决,而聚合物电解质由于具有优良的加工特性和良好的界面接触成为三种技术路线中最有希望的一种。
聚合物基固态锂离子电池在学术研究方面已经取得了长足进步,但是其产业化进程仍然相对缓慢,目前尚无明确的商业化时间表。与其他厂商慢半拍的节奏形成鲜明对比,国内顶尖的动力电池制造商万向一二三在6月24日放出重磅消息,宣布其与先进材料公司Ionic Materials在全固态电池的研发上取得了里程碑式的进展。该公司通过将Ionic Materials公司的先进导电聚合物材料技术与A123的三元/石墨材料技术结合,开发出一款高能量密度、高安全性固态锂离子电池产品。该成果使得批量制造大尺寸全固态锂离子电池成为现实,推动了电动汽车朝着更安全、更轻量化的目标迈进。

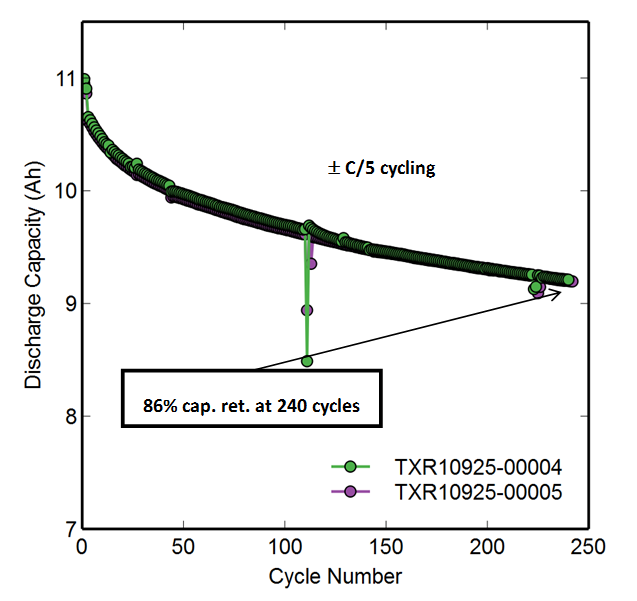
万向一二三为何能够领先其他动力电池厂商优先推出聚合物固态锂离子电池产品呢?这与其解决了聚合物电解质在高电位正极材料的耐氧化能力有关。我们知道传统的PEO基聚合物电解质虽然具有相对可接受的高温离子电导率,但是由于其主链中C-O键的存在使其抗氧化能力较差,难以在电压高于4V的电化学体系中应用,这对于追求高能量密度的动力电池而言无疑是无法接受的。针对此问题,万向一二三与Ionic Materials公司强强联合,通过材料表面包覆改性,聚合物电解质改性等手段有效解决了聚合物电解质在高电位正极氧化分解的问题,显著改善了高电压体系聚合物电池的倍率和循环性能(如下图所示),使得NCM811材料在聚合物基固态锂离子电池中的应用成为了可能。
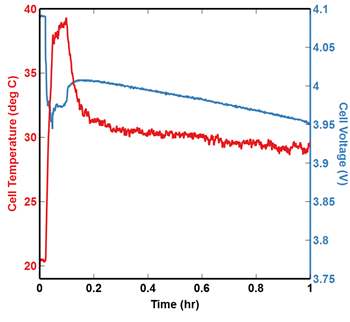
“安全”是万向一二三在动力电池研制和生产中始终坚持的底线,该标准在全固态锂离子电池的开发中也不例外。相比于传统的液态电解质锂离子电池,固态锂离子电池由于没有使用易燃、易挥发的碳酸酯类电解液,因此在安全性上得到了大幅的提升,10Ah固态电池顺利通过了严苛的针刺实验,针刺过程中电池最高温度仅为39℃,完全没有发生起火和爆炸,这对于提升电动汽车的安全性具有十分重要的意义。
成本问题是全固态锂离子电池应用的一道难以逾越的障碍,研究表明目前全固态电池制造工艺的生产过程成本占比高达75%以上【11】,使得全固态电池的成本居高不下。万向一二三打破现有固态电池生产工艺的限制,创新性地利用传统锂离子电池生产设备实现了全固态电池的量产,大幅地降低了生产成本,为全固态电池的应用扫平了最后一道障碍。
万向一二三在固态电池方面的成功源于其精准的路线定位,在其他厂商还在三种技术路线之间徘徊时,万向就敏锐的意识到了聚合物电解质体系在固态电池上应用的巨大潜力,并迅速与聚合物电解质领域的领先企业Ionic Materials建立全面的战略合作关系,将对方在聚合物电解质方面的优势与万向在三元/石墨材料体系方面的优势相结合,实现了全固态电池量产技术的突破。“万向和Ionic Materials的努力协作是一次极具创造性和成功的合作。这次合作最终产生了我们引以为傲的技术先进的产品。我们很荣幸能成为行业的先行者率先推出这款产品”,万向一二三首席技术官Jim Paye如是说。Ionic Materials首席执行官Mike Zimmerman对此表示赞同“我们两家公司之间协同产生的一系列合作是在不断发展的电池领域取得成功的必要条件。我们期待着未来,我们在将这项技术商业化应用的过程中持续取得成功”。
万向是国际一流的动力电池系统设计和制造商,长期以来万向坚持“安全”这一红色底线不动摇,其制造的48V轻混系统凭借着出色的性能和优异的安全性能赢得了市场的广泛认可,使得万向牢牢占据全球最大48V系统制造商这一宝座。此次推出的全固态锂离子电池是万向一二三在改善锂离子电池安全性上的又一里程碑式成就,也彰显了万向坚持安全这一底线不动摇的决心和毅力。保剑锋从磨砺出,梅花香自苦寒来,万向长期以来坚持技术驱动型发展,其产品涵盖从高功率轻混系统,交通运输高能量密度解决方案,及储能系统,是全球锂离子动力电池及系统设计制造领域的全球领导者。
本文主要参考以下文献,文章仅用于对相关科学作品的介绍和评论,以及课堂教学和科学研究,不得作为商业用途。如有任何版权问题,请随时与我们联系。
相关阅读:

验证码:

- 最新评论
- 我的评论